Search the Community
Showing results for tags 'maschinen'.
Found 14 results
-
Hallo, Freunde! Die 3. Schöneberger Modellbautage sind vorbei, und die "Repsold" hat Eindruck gemacht, sowohl am Stand als auch im Becken. Sie ist ein echter Hingucker. Aber eines an ihr hat mich dann doch geärgert: Die bisher verbauten Ankerwinden. Diese kleinen feinmechanischen Wunderwerke von den Gebrüdern Dahmen funktionieren zwar, sind aber etwas unzuverlässig. Es kommt oft genug vor, daß einer der Anker nicht richtig ausrauschen will, oder eine der Ankerketten springt aus der Führung. Am besten gehen sie noch mit kurzen Kettenstücken, und das ist auf die Dauer nichts. Ich hatte schon seid dem Sommer beschlossen, mir für die "Repsold" eine eigene Doppel-Bugankerwinde zu bauen. Auf meinem "Demonstrator" und an Bord der "Neptun" funktioniert das Prinzip - warum nicht auch an Bord der "Repsold"? Angetrieben werden sollte sie von einem Schneckentrieb von der SOL-EXPERT-group und einem Getriebemotor von der gleichen Firma. Diesmal sollte es eine "Nusswinde" sein. Ich hatte noch eine der letzten Chargen der von Ümmi konstruierten Kettennüsse von Shapeways. Also - los geht's! Der erste Arbeitsschritt war, einen Kasten aus 1mm Polystyrol zu konsttruieren. Der wird einfach auf den Getriebekasten des 1:20 untersetzten Getriebemotors aufgeschoben. Dann wurde das Getriebe ausgiebig gefetttet. Und dann wurde die Schnecke mit "Fügen Nabe/Welle" von Loctide auf die Abtriebswelle geklebt. Das hält ewig! Man muss nur vorsichtig sein, damit nichts von dem Kleber in den Abtrieb des Getriebes gerät. Auch das Schneckenzahnrad bedurfte einer Sonderbehandlung. Die Bohrung hat nur 1mm - viel zu wenig für meine Zwecke. Es wurde vorsichtig in die Drehbank gespannt und ebenso vorsichtig auf 4 mm aufgebohrt. Dort hinein wurde ein Stückchen Messingrohr 4x1 mm gesetzt und verlötet. Zuletzt erhielt das Teil eine Querbohrung 1,5 mm und dort hinein wurde ein M2-Gewinde geschnitten. Auch die Kettennüsse landeten auf der Drehbank. Sie wurden mit 4 mm aufgebohrt und mir 4x1 Messingrohr ausgebuchst, denn sie müssen auf der Hauptachse absolut leicht laufen. Auch diese Buchsen wurden mit "Fügen Nabe/Welle" eingeklebt und nach dem Aushärten des Klebers plan mit den Außenflächen gefeilt Hier geht's zu der Kommentaren
- 7 replies
-
- 2
-

-
- maschinen
- funktionen
- (and 1 more)
-
Hallo Zusammen Ich mache mich mal dran auch ein eigenes Projekt voranzutreiben. Eigentlich sollte ich vielleicht erstmal die SeaShadow V2 fertig konstruieren, aber da finde ich keine Motivation zu, solange ich weiß, dass ich dann stecken bleibe. Also was hindert mich? Der eigene 3D-Drucker, bzw. das Nichtvorhandensein eines solchen. Sicherlich könnte ich die auch wieder ohne einen solchen aufbauen, aber die geplanten Features und die größe lässt mich diesmal davon absehen. Zudem finde ich kaum noch die Zeit mich gemächlich an die klassische Bauweise zu machen. Der Druck wird sicher nicht weniger Zeit kosten, aber ich habe hoffentlich Phasen, wo ich vorankomme und parallel anderes machen kann. Sobald ich begonnen habe mich damit zu beschäftigen, ist mir persönlich direkt und windige Mechanik der meisten Konstruktionen aufgefallen. Die funktionieren irgendiwe ja alle, sonst gäbe es sie nicht, aber mir tut es meine gewünschte Präzision diesen anvertrauen zu müssen. Beispiele dafür sind u.a.: Z-Achsen -> Es ist einfach eine irgendwie "schlampige" Konstruktion, wenn ich alle Lagerung dem armen Motorlager des Schrittmotors zumuten. Das kann das offenbar ab, aber sauberer Maschinenbau ist anders. Eine Antriebsmutter hat kein Lager sein zu müssen und ein Motorlager ist kein Achsiallager. Die Synchronisation der zwei Achsantriebe über zwei unabhängige Motoren ist irgendwie auch "Murks". Das habe ich auch jedes Mal am Drucker von meinem Vater. Ich weiß nicht was genau verkehrt ist, aber ich schaffe es nicht, wirklich eine synchrone Referenz zu fahren. Er macht zwar die Routine und es scheint erstmal gut, aber es verliert sich schnell mal. Vor allem wenn dann nur ein Motor Haltestrom bekommt und der andere auch noch völlig frei bleibt. Die Gesamtkonstruktion ist nicht unbedingt, was ich Steif nennen würde. Meine bisherigen Drucke bei meinem Vater waren zwar akzeptabel, aber auch das fing schonmal was an zu klappern. Diese "Makel" scheinen offensichtlich kein ernsthaftes Problem zu sein, sonst wären nicht so viele Leute glücklich damit, aber wenn ich mir etwas anschaffe, das mir Teile fertigen soll, dann muss das meinen Ansprüchen genügen. Dazu kommt, dass ich meiner Natur nach Perfektion anstrebe. Dass der 3D-Druck keine Metallbautoleranzen kann ist mir bewusst. Ich versuche aber immer die Fehler am Gerät soweit wie möglich zu minimieren, sodass ich sagen kann die größte Fehlerquelle bin ich. Oder andersrum gesehen. Wenn das Gerät vor mir an seine Grenzen kommt, dann versuche ich das zu ändern. Nun gibt es natürlich auch Drucker, die annähernd an meine Ansprüche an eine spielfreie und steife Mechanik reichen, aber da sind wir in Preisregionen, wo ich nicht mehr bereit bin das zu zahlen. Und Änderungen würde ich wohl immernoch machen. Also bleibt für die Befriedigung meiner Ansprüche nur ein Selbstbau. Um diesen soll es hier nun gehen. Ausgangslage war zu schauen, welche Punkte ich an bestehenden Druckern bemägel und wie ich sie beheben könnte. Unpräzise Führungen -> Linearschlitten sollten keine Wünsche offen lassen. Elektrisch synchronisiserte Antriebsspindeln -> Riemen dazwischen und gut ist Scheinbare Notwendigkeit unebene Druckbetten auszuleveln. -> Das muss man doch konstruktiv in den Griff bekommen können. Ja Wärme gibt Ausdehnung. Aber Verzug müsste bedeuten, dass ich keine gleichmäßige Ausdehnung habe. Also ist irgendwas von Beginn an "schludrig". Ein homogenes unverspanntes und steifes Bett sollte das jeweilige Nivellieren überflüssig machen. fehlende Steifigkeit -> Aluprofile für den Rahmen sollten das Ermöglichen So gings los. Weiter gehts im nächsten Post. Ich möchte den Roman dann doch nicht völlig ausarten lassen.
-
Vor einiger Zeit ging hier im Forum die Nachricht herum, daß der Siggi vom großen Heuerbaas angeheuert wurde und auf seine letzte große Fahrt gegangen ist. Traurig, aber dieser Schritt liegt vor uns allen. Im Namen des verstorbenen Kollegen hat dann Siggis Witwe hier im Forum die Auflösung seiner Werkstatt eingestellt. Sie wollte wenigstens erreichen, daß Siggis modellbauerischer Nachlass in gute Hände kommt. Ein Posten in diesem Nachlass weckte mein Interesse: Eine Rotwerk-Drehmaschine. So etwas habe ich mir schon lange gewünscht - nicht für mich selbst, sondern für die Jugendwerkstatt des Sail&Road in der Weißen Rose. Wer die Website des Sail&Road besucht, stößt unweigerlich auf den Passus Jugendarbeit. Sail&Road hat ja eine Kooperation mit der Weißen Rose, einem Jugendkulturzentrum, wo der Verein, repräsentiert durch unseren Jugendleiter Sebastian Kuhnert, Modellbaukurse für Kinder anbietet, die so an unser Hobby herangeführt werden sollen. Das funktioniert so weit ganz gut, aber es gab immer etwas, daß uns in unserem Maschinenpark fehlte: Eine Drehbank. Um z.B. Kupplungen für die Antriebe unserer Boote herstellen zu können oder andere Drehteile, mussten wir Betreuer immer auf unsere häuslichen Werkstätten zurückgreifen, was natürlich immer zu Verzögerungen im Bauablauf führte. Dies ist jetzt dank des großzügigen Angebots der Witwe Siggis nicht mehr nötig. Gestern sind Sebastian und ich zu Siggis Werkstatt gefahren und haben die Rotwerk und noch so dies und das abgekauft. Die Dame kam uns in großzügiger Weise mit ihren Preisvorstellungen entgegen, so daß Siggis Nachlass nun einem guten Zweck zugeführt werden kann. Ein Hoch auf die Dame!
-
Hallo, Leute! Wie einige von euch wissen, die die "Neuen Themen aboniert" haben, bin ich zur Zeit auf einem neuen Trip: Kräne funktionsfähig machen. Zunächst hatte ich mir den "Atlas" von Krick gekauft, aber dieser Kran erschien mir nach langem Nachdenken als zu wuchtig für die "Weser". Und dann biß mich ein Floh: Warum nicht den originalen Bootskran der "Weser" funktionsfähig machen? Auch hier ging ich erst einmal so vor, wie bei dem Atlas: die Bauteile wurden zunächst lose mit M2-Schrauben zusammengeheftet, damit ich mir über die Funktion und die notwendigen Maße der Hydraulikzylinder klar werden konnte.

-

Für die Finger gut, für das Modell auch? Der Nagelfräser...
Heavy-Dirk posted a topic in Werkzeuge, Maschinen
Schalömchen wehrte Gemeinde! Da ich ja mich zu den "Regenerierten" (Wiedereinsteiger) zähle, bin ich ja für alles, was neu zum RC- Modellbau gehört, offen... nun friemel ich seid längerm an dem Bausatz der Tön 12 herrum (den habe ichvor 15 Jahren angefangen - kam bis zum Rumpf/Decksaufbau). Baustufe war gerade die Holzpoller ( Vorderer/ Mittlerer/ Hinterer Pfosten, Teil 33-35), da sollten leichte Rundungen an den 6mm Kiefernholzleisten ausgespart werden... Nun kam "meine" Geheimwaffe zum Einsatz! ...zuerst aber folgendes... Vor geraumer Zeit hatte ich mich nach einer "Fräßmöglichkeit" im kleinen Format umgesehen. Firma Prox... und Dre... haben ja einiges im Programm. Doch da ich mich zu den Schwotten (Mix Schwabe/Schotten) der Modellbauer zähle, wollte ich es wissen, ob es da noch was günstigeres gibt... Ein "A..I-Dremel" hab ich ja schon - groß - laut - stark - teilweise unhandlich - für gröbere Sachen immer gut. Mir fehlte so etwas wie ein Gravurstifft. Also Internet an und los... Dabei ertappte mich meine Frau beim begutachten von Prox... und Co und meinte so am Rande:..."die sehen ja aus wie ein Nagelfräser..." "Nagelfräser?" und schon war ich bei der "Bucht" und siehe da, die Freunde aus Vernost vertreiben so etwas aus dem deutschem Raum hinaus als Set für um 10€ronen inkl. Versand! Gekauft und ausprobiert... Und ich bin Überrascht, für meine Zwecke Taugen die was... Zum Modell / Link: http://www.ebay.de/itm/Elektrisch-Nail-Art-Fraser-Nagelfraser-Manikure-Nagelfeile-6BITs-Set-0O003352-/301780560581?hash=item464385eac5:g:VokAAOSwgQ9Vvx5D Er ist zwar "Pink", hatt aber seine Vorteile - auf/unter dem ganzen Gedööns auf dem Arbeitstisch findet man ihn schnell wieder - bei der Farbe Quelle Ebay.de Quelle Ebay.de Das Gerät kann/soll Stifte von 0,3 - 3,2mm in der Spannzange aufnehmen. Quelle Ebay.de Zu dem Set gehörte auch ein Satz "Werkzeugeinsätze" - Diamantschleifer und Schleifmittelhalter mit 80er/120er Schleifmittel in geringer Anzahl (waren zwar andere Angaben vom Verkäufer über die Körnung gemacht worden - 100/140er - sind aber etwas gröber bzw. feiner), zu unterscheiden durch die farbliche Makierungen im Inneren - blau/rot. Quelle Ebay.de Und die Schleifmittel als Ersatz / Link: http://www.ebay.de/itm/Schleifkappen-100-Stuck-Schleifbander-Schleifhulsen-Nagel-Kornung-100-120-/110578147084?hash=item19bef89f0c:g:FFoAAOSwgQ9VgXyr Preis für die Menge finde ich auch akzeptabel... und es gibt noch weitere (grobe) Fäser aus dem Bereich... Ich befinde die Vorteile des Gerätes als schön klein, sehr leicht, gut zu bedienen (Einschalten und Stufenlose Geschwindigkeitsregulierung am Drehregler 2.000 bis 20.000 U/min (Bereich Plastik - kleine Drehzahl) möglich, Lautstärke Akzeptabel, guter Rundlauf, beim Fräsen, ausreichend Kraft (Holz/ Plastik - Fußnägel können härter sein...) ,Test Zeit 2Std. am Stück, wird leicht Handwarm (oder wurde meine Hand warm? ) Die zu bearbeitenden Holzpfosten/Poller sind auch damit sehr gut gelungen: ... finde ich... Fazit: Ein Gerät, nicht nur für die Frauenwelt, Preislich gut, für Modellbauer mit nicht zu großen Erwartungen und kleinem Geldbeutel ausreichen... und sollte es mal den "Geist" aufgeben, für den Preis? - ab zur Bucht und neu geordert... Und sollte sich meine Frau mal den Winkelschleifer ausborgen wollen... meine Fußnägel könnten solch größere Geschütze auch manchmal gebrauchen ... -

Drehmaschine und Fräse: Inbetriebnahme und erste Erfahrungen
xoff posted a topic in Werkzeuge, Maschinen
Ich habe mir eine Drehmaschine und eine Fräse bei Bernardo gekauft und möchte in diesem Thread das Aufstellen, die Inbetriebnahme, das Einrichten und Justieren, sowie erste Erfahrungen dokumentieren. Sicher werde ich viele Fragen haben und hoffe auf fachkundige Unterstützung. Dem Neuling (wie mir) auf diesem Gebiet sollen diese Infos helfen, die ersten Schritte zu tun. -

Kommentare zum Selbstbau Kleindrehmaschine
Zatzi posted a topic in Comments to Building reports: Ships
Hallo Björn! Die Konstruktion des Spindelstocks erinnert mich an die Kleindrehmaschine von Eichardt.? Sonnige Grüße Jens HIER GEHTS ZUM BAUBERICHT -
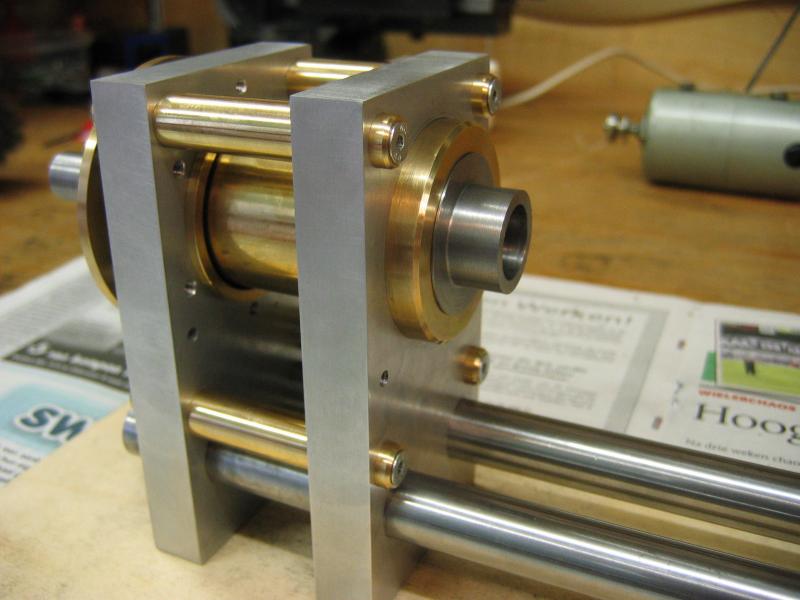
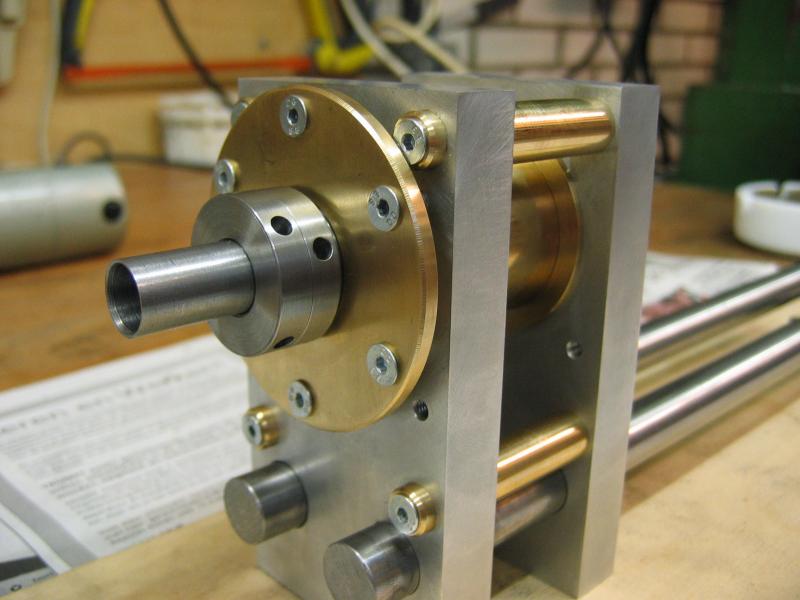
Moinmoin, Heute möchte ich dann endlich wieder mal etwas von mir hören lassen ... Der Bau des Löschkreuzers ist zurzeit für einige Zeit auf Eis gelegt. Ich habe entschlossen, erstmal ein wenig Werkzeug für den Bau kleinster Modellteile zu bauen Das soll heißen, zuerst jedenfalls eine kleine Drehmaschine, und später vielleicht dazu auch eine kleine Fräsmaschine :nixweiss:. Wir werden mal sehen. Der Bau der Drehmaschine ist jedenfalls von Start gegangen, die Spindelstock, Arbeitsspindel und seine Lagerung sind schon fertig. Das Kreuzsupport steht nun an der Reihe. Ich werde zu dieser Maschine gelegentlich ein kurzes Bericht verfassen... Zuerst mal einige Bilder der fertigen Spindelstock: Also, die nächste Zeit wird's keine Updates zum Bau der "Weser" geben, ich werde erstmal diese Maschine, hoffentlich zum guten..., Ende bauen. Dann kann ich vielleicht auch die kleinster Drehteile konfortabel herstellen. Kommentare zur "Modellbaupause" und Maschinenbau? ->Gerne!




-
Hi, ich wollte mir das Schleifen von "Klein"-Teilen vereinfachen und überlege mir nicht doch mal eine Schleifmaschine anzuschaffen. Mir geht es darum z.B. ausgesägte teile noch einmal nachzuschleifen. Was nehme ich am besten für ein Gerät. Hatte erst an einen Tellerschleifer gedacht. Oder nimmt man lieber einen Bandschleifer. Welches Modell nehme ich am besten? Freue mich auf eure Vorschläge.
-

Maschinen im Modellbau Spezial: Metall Bearbeitung
seegurke posted a topic in Modellbau Fachzeitschriften
Maschinen im Modellbau Spezial 01 Metall Bearbeitung VTH Verlag für Technik und Handwerk, Baden-Baden 68 Seiten, 9,90€ Inhalt Kleine Metallkunde Messen und Messmittel Handwerkzeuge für die Metallbearbeitung Sägen und Feilen Schleifen Bohren Gewindeschneiden Arbeit mit dem Teilkopf Nieten Passungen Blechbearbeitung Hartlöten Kommentar Für viele ist die Metallverarbeitung im Modellbau mit etwas Scheu vor diesem Material verbunden und trotz offensichtlicher Vorteile für so manches Teil wird deshalb auf Holz oder Kunststoff zurückgegriffen. Um dies zu ändern, soll dieses Heft einen Überblick über Metalle, die benötigten Werkzeuge und den Umgang mit diesen zeigen. Der 1. Artikel widmet sich dazu den üblichen Modellbau-Metallen wie Aluminium, Messing und Kupfer, nennt aber auch kurz die weniger verbreiteten Materialien Stahl, Bronze, Weißblech oder Verbundwerkstoffe. Außerdem, und das ist sicherlich das Wichtigste für den Einsteiger auf dem Gebiet, wird an Hand von Faktoren wie Stabilität, Gewicht, Bearbeitung (Löten, Schweißen, Kleben) die Auswahl des richtigen Metalls erleichtert. Der 2. Artikel befasst sich mit dem Bereich "Messen", was sich insofern von anderen Materialien ein wenig unterscheidet, als dass mit Metall häufig auch funktionsfähige Teile gebaut werden, wo es auf mehr als ein gutes Augenmaß ankommt. Der Artikel ist reichlich bebildert und gibt eine Übersicht über mehr oder weniger häufig verwendete Mess- und Prüfmittel. Knapp gehaltene Hinweise zur Bedienung gehören teilweise dazu, wobei diese für Modellbau-Einsteiger wahrscheinlich nicht allein ausreichen. Im 3. Artikel wird dann auf Handwerkzeuge eingegangen, die zur Metallbearbeitung nötig sind. Im Gegensatz zu dem vorhergehenden Kapitel geht es hier dann auch eher um eine Basisausstattung als um hochkomplexe Mess- oder gar Prüftechnik. Die folgenden 9 Artikel befassen sich dann mit den unterschiedlichen Bearbeitungstechniken, wobei ich diese Texte hier nicht so sehr im Detail vorstellen möchte. Neben "Basis-Techniken" wie dem Sägen, Schleifen oder Bohren wird hier auch auf das Erstellen von Passungen und die Arbeit mit dem Teilapparat eingegangen, was für die meisten Modellbauer wohl weniger zum Alltag gehört. Durch das Zusammenstellen von Texten unterschiedlicher Autoren, wie in einer Zeitschrift üblich, sind die Artikel teilweise sehr unterschiedlich, was den Umfang von Beschreibungen angeht. So werden z.B. im Artikel über Blechbearbeitung zwar mehrere Arbeitstechniken genannt, jedoch nicht auf die Umsetzung eingegangen, so dass man hier ohne weitere Literatur wenig lernt. Beispielsweise der Artikel zum Thema Hartlöten ist dagegen sehr umfangreich, stellt drei verschiedene Geräte unterschiedlicher Größe vor und erklärt umfangreich den Vorgang des Hartlötens. Besonders wichtig für Einsteiger in der Metallbearbeitung sind die Sicherheitshinweise, die zum Beispiel auf den Umgang mit Gas (zum Löten) oder auf den möglichen Funkenflug sowie die Hitze beim Schleifen eingehen. Fazit Das Heft richtet sich eher an den fortgeschrittenen Modellbauer, der generell schon etwas handwerkliches Geschick mitbringt aber neu auf dem Gebiet Metallbearbeitung ist. Hier sind dann als Erstes die Grundlagen zu Handwerkzeugen und deren Handhabung, später evt. die Arbeit mit dem Teilapparat oder das Erstellen von Passungen interessant. Gut gefallen hat mir dabei, dass nicht nur rein rational beschrieben und erklärt wird, sondern hier und da auch Tipps des jeweiligen Autors eingefügt sind. Hier meine ich etwa die Empfehlung einer bestimmten Körnung, die sich für viele Arbeiten am Tellerschleifer bewährt hat oder die persönliche Erfahrung mit bestimmten Geräten zum Hartlöten. In manchen Artikeln hätte ich mir, wie oben angesprochen, noch etwas mehr Tiefgang gewünscht. Andererseits ist der Umfang einer Zeitschrift natürlich begrenzt und zu vielen Themen findet man weitergehende Literaturangaben aus dem VTH-Programm. Alles in allem ein sehr interessantes Heft! -
Zeitschrift „CNC im Modellbau“, Ausgabe 1/12 VTH Verlag für Technik und Handwerk, Baden-Baden 68 Seiten, € 9,90 Aus dem Inhaltsverzeichnis: - Portalfräse PF 750 P von PZT im Test - Estlcam 2.5D im Test - Ganz nach Wunsch – Eigenbaufräse - T-Nutenfräser selbst hergestellt - Estlcam Script - CNC-News - Fräsen-Eigenbau als Erlebnis - Scale-Haubenbeschlag CNC-gefertigt - CNC-Gravier- & Bohrmaschine im Eigenbau - Mineralgussfräse für die Metallbearbeitung - Google Scetchup: Erweiterte Funktionen und Plugins - Formel 1 in der Schule: Wettbewerb mit CNC - Konstruieren mit CorelDRAW - Eigenbaufräse MDF-Cut Die Tage der Laubsäge im heimischen Bastelkeller scheinen gezählt zu sein – CNC liegt nun auch im Modellbau voll im Trend, und die Bearbeitungsergebnisse können sich sehen lassen. Noch nie war es einfacher, von der Zeichnung ohne große Umwege zum gewünschten Modellbau-Teil zu kommen, und da mittlerweile unkomplizierte CAD-Anwendungen für die Erstellung der Fräs-Vorlagen völlig ausreichend sind, lässt sich diese Technik auch vom interessierten (Quer)Einsteiger schnell erlernen. Den Schritt von der Zeichnung zum Fräsprogramm erledigt die Software, bis auf die Angabe der Eckdaten für Werkzeug- und Maschinengeometrie ist der Anwender weitestgehend entlastet. Dies verdeutlicht aber auch, dass die Zeichnung – im wahrsten Sinne - maßgeblichen Einfluss auf das spätere Ergebnis hat, und somit ist eine gewisse Sorgfalt beim CAD-Entwurf unumgänglich. Wer also meint, seine Spanten mit dieser Technik insgesamt schneller als bisher fertigen zu können, liegt unter Umständen schnell daneben - die Vorteile der CNC-Technik kommen erst richtig zum Tragen, wenn es um die Genauigkeit und Reproduzierbarkeit der gewünschten Teile geht. Die Zeitschrift „CNC im Modellbau“ Ausgabe 1-12 befasst sich in erster Linie mit den gängigen Portalfräsen, die meist für die Bearbeitung von Holz, Kunststoff und NE-Metallen ausgelegt sind. Dabei werden sowohl fertige Maschinen als auch Selbstbauten vorgestellt, Letztere auch als „Low-Budget“-Lösungen, z.B. mit selbst gefertigten Rahmenteilen aus MDF-Platten und Kettenvorschub statt der sonst üblichen – und teuren - Kugelrollspindeln. Wie schon eingangs erwähnt, stellt die verwendete Software einen wichtigen Faktor dar. Auch zu diesem Thema liefert die Zeitschrift viele Informationen, wie mit kostengünstigen Anwendungen Fräsvorlagen erstellt werden können. Sicher auch für Modellbauer interessant, die nur die Konstruktion selbst erstellen und ihre Teile dann anderweitig fertigen lassen möchten. Fazit: „CNC im Modellbau“ ist eine lohnenswerte Lektüre für alle, die sich mit dem Kauf oder Selbstbau einer Portalfräse beschäftigen oder generell mit dieser Technik befassen möchten. Die Berichte sind lebendig und interessant geschrieben und liefern Anregungen für eigene Entwürfe. Komplette Nachbau-Anleitungen stellen sie allerdings nicht dar. Die Zeitschrift richtet sich nicht unbedingt an den völlig unbedarften Leser. Die verwendete Terminologie setzt voraus, dass man zumindest mit der grundlegenden Technik dieser Maschinen vertraut ist. An weiteren Informationsquellen führt somit kein Weg vorbei, wenn man verstehen will, worum es bei den Beschreibungen eigentlich geht. Vielen Dank an den VTH-Verlag, der unserem Forum die Zeitschrift für diese Rezension zur Verfügung gestellt hat. Viele Grüße Torsten

-
Hallo die kleine Proxxon Säge ist zwar nicht das absolute Kraftwunder. Aber für kleine Sägearbeiten ist sie mit dem richtigen Sägeblatt ausgerüstet eine brauchbare Säge. Ich säge vor Allem Epoxy-Platinenmaterial, dabei störte mich des öfteren das der Parallelanschlag nach 70mm zu Ende ist. Deshalb habe ich mir eine Verbreiterung und auch Verbesserung des Parallelanschlages einfallen lassen. Anbei ein paar Fotos die für sich selbst sprechen, simpel aber wirkungsvoll. Das benötigte Material gibt es bei jedem Modelbau Händler. Salu Hans
-
Werkzeugmaschinen für den Modellbauer Auswahl · Grundlagen · Arbeitspraxis [Quelle: VTH-Verlag] Autor: Andreas Schaller Erschienen im VTH-Verlag ISBN 978-3-88180-795-1 Preis: 19,80 Euro Inhalt: Kapitel 1: Welche Maschine ist der passende „Partner“ für mich? Kapitel 2: Voraussetzungen schaffen… Kapitel 3: Die Säulen- und Tischbohrmaschine Kapitel 4: Die Drehmaschine Kapitel 5: Die Fräsmaschine Wie der Untertitel bereits vermuten lässt, richtet sich das Buch an die Einsteiger in die Materie der Metallbearbeitung auf Werkzeugmaschinen. Der Autor beschreibt sehr ambitioniert und mit viel Sachverstand die Grundlagen, die für die Auswahl und den Betrieb der Maschinen wichtig sind. Dabei fehlen auch nicht die Hinweise auf Lärm, Schmutz, Gewicht und den daraus resultierenden geeigneten Aufstellungsort – bedeutsame Überlegungen, wenn man mit dem Gedanken spielt, seinen Maschinenpark aufzurüsten, denn auch Kleinvieh macht bekanntlich Mist. Vor allem für Einsteiger ist die Wahl einer geeigneten Maschine schwer auf dem heutigen Markt, der von Billig-Qualität bis hin zu professionellen Geräten alles zu bieten hat. Außerdem macht es natürlich auch einen Unterschied, ob man sich mit dem Bau von Strahltriebwerken beschäftigen möchte oder nur hin und wieder etwas gröbere Arbeiten zu verrichten hat. Auch das Angebot an Gebrauchtmaschinen ist immer betrachtenswert, allerdings ist es ohne fundierte Kenntnisse kaum möglich, den Zustand einigermaßen sicher zu bewerten. Diese Kenntnislücken schließt das Buch, zumindest in den Grundlagen. Andreas Schaller nimmt dem Leser die Wahl nicht ab, vermittelt in seinem Buch aber wichtige Entscheidungskriterien, um die zu den eigenen Bedürfnissen passende Maschine – neu oder gebraucht - zu finden. Dabei streift er immer wieder auch die Funktionsweise industriell eingesetzter Maschinen, was zumindest interessant ist, auch wenn die meisten Modellbauer wohl keine Maschine dieser Größenordnung besitzen. Ebenfalls sehr gut beschrieben ist die Auswahl von angebotenem Sonderzubehör für die Maschinen und geeigneten Messmitteln – auch hier lässt der Autor die Entscheidung letztendlich beim Leser, schildert aber sehr exakt und ohne Dogmatismus die möglichen Anwendungsfälle. Ein vernünftiger Weg, da die Ansprüche und das angestrebte Teilespektrum ebenso vielfältig sind wie unser schönes Hobby. Die Beispiele für Bearbeitung, Messung, Ausrichtung und Kontrolle beziehen sich zwar schwerpunktmäßig auf den Maschinenpark des Autors, sind aber leicht auf andere Maschinen übertragbar. Viele farbige Abbildungen verdeutlichen auch komplexere Vorgänge. Schön ist auch der Tabellenanhang, der auf drei Buchseiten die wichtigsten Kenngrößen für die Metallbearbeitung (Werkstoffe, Schnittgeschwindigkeiten, Gewindeabmessungen) beinhaltet. Eine große Hilfe, wenn die ersten Späne durch den Hobbykeller fliegen sollen und man grade kein Tabellenbuch zur Hand hat. Fazit: Ein absolut empfehlens- und auch geldwertes Buch für angehende Hobby-Zerspaner, das auf dem Boden der praktischen Tatsachen bleibt und über lange Zeit als wertvolles Nachschlagewerk dienen kann. Wer eine Maschine oder den Einstieg in die Metallbearbeitung sucht, ist mit der Lektüre sehr gut beraten. „Profis“ mit viel Erfahrung oder sogar einem einschlägigen Beruf werden in dem Buch nicht viel Neues erfahren, aber für diese Gruppen wurde es auch nicht geschrieben. Und weil aber nichts so gut ist, dass man es nicht noch besser machen könnte, auch ein paar kritische Worte: Etwas einseitig sind die enthaltenen Empfehlungen des Autors für weiterführende Sachbücher, da sie sich nur auf das Angebot des VTH-Verlags beschränken. Außerdem finde ich persönlich es etwas störend, dass am Anfang und Ende des Buchs die Anzeigen diverser Material- und Maschinenhändler platziert wurden. Nahezu 20 Euro sind zwar in Ordnung, aber auch nicht unbedingt wenig für 147 Seiten Sachbuch, da wirkt das fast ein wenig wie Pay-TV mit Werbeeinblendungen… Ich bedanke mich beim VTH-Verlag, der unserem Forum das Buch für die Rezension zur Verfügung gestellt hat. Da ich selbst bereits lange eine Dreh- und Fräsmaschine besitze und auch einschlägige Berufspraxis aufweisen kann, habe ich es mit besonderem Interesse gelesen. 10.06.2011 Torsten Gietenbruch
-
Testbericht Rotwerk Bohr und Fräsmaschine EBF 060 Ich hatte ja in diesem Thread angedeutet das ich mir eine kleine Fräsmaschine zulegen wollte. Um es vorweg zu nehmen, einen wirklich umfangreichen Testbericht kann ich leider nicht abliefern. Warum? Tja, es ist halt so, das ich jetzt, wo ich diese Zeilen schreibe, die Fräsmaschine gar nicht mehr besitze. Wie das kommt? Ganz einfach, nach einigen Tests habe ich halt festgestellt, das diese Maschine dann wohl doch nicht das Richtig für mich ist. Das liegt aber nicht in erster Linie an der Qualität der Maschine sondern an meinen besonderen Anforderungen. Am besten fange ich mal ganz von Vorne an: Anmerkung: der Anfangsteil dieses Berichtes war schon fertig geschrieben, bevor ich die Maschine zurück gegeben habe. Allgemeine Informationen zu der Maschine Diese Maschine wird, soweit ich das aus dem Internet nachvollziehen kann, in Shanghai bei der Firma Sieg Industries hergestellt. Sieg Industries hat eine ganze Palette verschiedener Dreh und Fräsmaschinen im Angebot. Eines haben alle gemeinsam, sie sind recht klein und scheinbar nicht für den professionellen Einsatz in Metallverarbeitenden Werkstätten gedacht, sondern eher für ambitionierte Hobbyhandwerker. Die Maschinen haben alle eine relativ schwache Motorleistung und eher klein dimensionierte Verfahrwege, beides Punkte welche den Modellbauer jedoch wenig stören werden. Wenn man im Internet die Augen offen hält, dann laufen einem die Maschinen von Sieg Industries in allen möglichen Farben und unter den verschiedensten Namen über den Weg. Ich habe die Maschinen von folgenden Anbietern gefunden: Bernardo unter der Bezeichnung FMF 10, dieser Großhändler bietet immer wieder Maschinen bei ebay an. Ansonsten nur vereinzelt in Internetshops Preis bis zu 300 Euro. RC-Maschines unter der Bezeichnung RC4BF, Händler aus Luxemburg, guter Preis 199,00 Euro. Zu Jeddeloh, Goldschmiedebedarf Oder als Amico bzw. SUMORE Möglicher weise ist die Maschine auch unter dem Herstellernamen Black and Red, oder Artec zu bekommen. Ich muss jedoch in aller deutlichkeit sagen, die hier aufgeführten Preise sind stichpunktartig herausgesuchte Beispiele. Ob sich z.B. eine Bernardo wirklich nur in der Farbe von einer Rotwerk unterscheidet, kann ich nicht abschließend beurteilen. Abmessungen und Bauform lassen jedoch zumindest einen Vergleich zu. Ich habe mich für das Modell EBF 060 der Fa. Rotwerk entschieden. Listenpreis bei Rotwerk ist 250,00 Euro, ohne Kreuztisch. Für den Kreuztisch muss man noch mal zusätzlich etwa 100 Euro rechnen. Bei dem Webshop http://www.toolarena.com konnte ich ein Messeausstellungsstück für rund 170 Euro ohne Kreuztisch erwerben. Bestellt, bezahlt und schnell geliefert! Leider musste ich nach dem Auspacken feststellen, das Z-Achsenverstellung sehr schwergängig war. Auch ließ sich die Z-Achse nicht mit dem Feinvorschub verstellen. Also Samstags eine Mail an den Kundenservice geschrieben. Montag Morgen ruft der Kundenservice der Fa. Rotwerk zurück, kurzes nettes und kompetentes Gespräch. Ergebnis, die Maschine wird bei mir zur Reparatur abgeholt. Dienstag steht der Mann von UPS vor der Tür, und will die Maschine abholen. Und obwohl ich erst Mittwoch die Maschine zum Versand geben konnte (ich war vorher nicht da...) Ist die Maschine am Donnerstag der nächsten Woche wieder da. Repariert, und funktioniert. Toller Service! Auch eine weitere technische Frage konnte mir der Kundenservice von Rotwerk kompetent erklären, der gute Mann vom Service kannte die Maschine scheinbar wirklich gut, und konnte mir die nötigen Handgriffe detailliert beschreiben. Das ist ja leider nicht unbedingt selbstverständlich. Die Daten der Maschine: Die Abmessungen und das Gewicht kann ich guten Gewissens noch als handlich bezeichnen. Der Standfuß hat in etwa das Format eines normalen DIN A4 Blattes, und die Maschine wiegt etwa 15 kg ohne Kreuztisch Der Kreuztisch bringt noch mal etwa 8kg auf die Waage. Der Fuß ist aus Gussstahl und Plan gefräst. Er hat zwei Befestigungsnuten mit 8mm Breite, sowie Löcher um die Maschine auf der Werkbank festschrauben zu können. Die Maschinensäule ist aus 30mm Rundmaterial, welches scheinbar kein Rohr, sondern Vollmaterial ist. Die maximale Arbeitshöhe, der Abstand zwischen Bohrfutter und Grundplatte, beträgt etwa 20cm. Die Ausladung liegt bei rund 16cm. Bei Verwendung eines Koordinatentisches reduziert sich die Arbeitshöhe entsprechend. Durch die relativ geringe Arbeitshöhe ist ein arbeiten mit großen Standartbohrern ab etwa 6mm Durchmesser wenig praktikabel. Daher macht es Sinn, dass das Bohrfutter nur einen Spannbereich von 0,6 bis 6mm hat was für diese Maschine meines Erachtens vollkommen ausreichend ist. Durch die genormte B10 Bohrfutteraufnahme könnten jedoch auch andere Bohrfutter nach eigenem ermessen eingesetzt werden. Der Hersteller gibt auf jeden Fall den maximalen Bohrerdurchmesser für Stahl, Holz und Alu mit 6mm an. Auch der maximale Fräserdurchmesser wird mit 6mm angegeben, was auch immer das genau bedeuten mag, denn schließlich gibt es die verschiedensten Fräser mit 6mm Schaft... Erster Eindruck: Der Bohrkopf, hier meine ich den kompletten Block aus Antrieb, Bohrspindel und Z-Achsenverstellung, lässt sich auf der Rundsäule stufenlos durch lösen und feststellen einer Feststellschraube in der Höhe verschieben. Die Klemmung des Bohrkopfes an der Maschinensäule erfolgt nicht mittels einer einfachen Knebelschraube, sondern mit einer sehr massiv wirkenden Klemmvorrichtung. Die Klemmung ist so fest, das sich auch bei normalem Anzug der Klemmschraube der Bohrkopf nicht auf der Bohrsäule verdrehen lässt. Die Maschine hat zwei Möglichkeiten zur Drezahlanpassung. 1. kann durch umlegen des Keilriemens die maximale Drehzahl zwischen 4000 und 7000 U/Min gewählt werden. 2. kann mit der elektronischen Drehzahlregelung die Drehzahl von 0 bis zur maximal Drehzahl eingestellt werden. Um an die zweistufige Keilriemenübersetzung zu kommen, muss man leider zwei Schrauben mittels eines Schraubendrehers lösen. Bei häufigem Drehzahlwechsel sicher etwas lästig. Wie oft jedoch in der Praxis ein Wechsel überhaupt nötig ist, bleibt abzuwarten. Naturgemäß ist das Drehmoment des 150 Watt Motors im untersten Bereich nicht berauschend, was wohl an der elektronischen Regelung liegt. Sobald die Drehzahl etwas höher liegt (geschätzte 100 U/Min) steigt das Drehmoment jedoch an. Das Drehmoment auch im unteren Bereich genügt locker für 30mm Tiefe 6mm Löcher in einem Holzklotz. Da die Motordrehzahluntersetzung nur von dem 1 Stufigen Keilriemengetriebe, das heißt also ohne Zahnräder, realisiert wird, ist das Leerlaufgeräusch noch als angenehm leise zu bezeichnen. Mir war im Auslieferungszustand aufgefallen, daß der Keilriemen zu stark gespannt war. Das Betriebsgeräusch klang etwas schleifend laut. Nachdem ich die Keilriemenspannung etwas reduziert hatte lief die Maschine schön ruhig. Apropos Auslieferungszustand, man bekommt die Maschine gut verpackt in einem Karton mit Styroporeinsatz. Alle blanken Maschinenteile sind dann mit einem roten, zähen Fett vor Korrosion geschützt. Dieses Fett lässt sich ganz gut mit einem dünnflüssigen Öl entfernen. Auch das Bohrfutter und die Bohrspindel waren dick eingefettet. Bei den Konusflächen des Bohrfutters und der Spindel genügt ein einfaches abwischen nicht. Diese Flächen müssen auf jeden Fall sorgfältig entfettet werden, denn sonst fällt das Bohrfutter bei Belastung einfach aus der Halterung. Ich habe zum Entfetten Aceton benutzt. Wenn die Maschine dann einsatzbereit vor einem steht, hat man schon den Eindruck hier eine kleine aber Solide Maschine vor sich zu haben. Nichts wirkt billig oder fehl am Platz. Alle Bedienelemente sind gut Platziert und griffig, so steht dem Arbeiten nichts mehr im Weg. Der Koodinatentisch von Rotwerk KTF130 Dieser Koordinatentisch muss separat erworben werden, er gehört nicht zum Lieferumfang der Bohr/Fräsmaschine. Auf den ersten Blick sieht der Koordinatentisch aus wie seine großen Brüder bei den „erwachsenen“ Fräsmaschinen. Alles, bis auf die Handräder, ist aus Stahl gefertigt. Der Tisch hat die Abmessung 19,8 x 9 cm. Der Verfahrweg beträgt 13 x 7 cm. Er liegt von der Größe her also in etwa zwischen dem großen und dem kleinen Aluminium Proxxontischen (KT 70 und KT150). Auspacken und loslegen geht aber auch hier nicht. Zunächst muss man erst mal die dicke Konservierungsfettschicht von dem Tisch bekommen. Ich hatte zum Glück die Möglichkeit bei mir auf der Arbeit in der professionellen Schlosserei mit entsprechendem Maschinenreiniger (Kaltreiniger) das ganze Fett abwaschen zu können. Ohne diese Möglichkeit wird man nur mit Geduld und vielen Putztüchern das Fett los. Ich habe irgendwo gelesen, das die Reinigung mit normalem Lampenöl sehr gut funktionieren soll. Der Tisch macht einen guten Eindruck. Einstellbare Schwalbenschwanzführungen, ausreichend große Handräder und abgedeckte Gewindespindeln. Wie zu erwarten sucht man bei den Spindeln vergeblich nach Trapetzgewinden. So ist die Spindelführung halt nicht ohne Totspiel, aber trotzdem gut zu gebrauchen. So, jetzt geht’s rund! Nun wollte ich endlich anfangen. Leider ist beim Lieferumfang des Koordinatentisches kein befestigungsmaterial dabei. Es liegen zwar zwei Nutsteine mit im Paket, jedoch keinerlei Schrauben oder Spannpratzen. So musste ich zunächst mal auf die Suche nach passenden M6 Schrauben für die beiden Nutsteine gehen. Irgendwie habe ich dann auch noch meinen vorhandenen Maschinenschraubstock mit M8 Schrauben und Muttern auf dem Kreuztisch befestigt. Es konnte losgehen. Zunächst habe ich mal eine ordentliche Abflachung an ein dickes Kunststoff-Rundprofil gefräst. Ging wie Butter, durch die Stufenlose Drehzahlregelung ließ sich wunderbar eine passende Drehzahl finden, bei welcher ein guter Vorschub erzielt und gleichzeitig ein schmelzen des Materials verhindert werden konnte. Als nächstes alle Möglichen Fasen und Nuten in Holz gefräst, auch alles Paletti. Negativ ist mir jedoch das vertikale Spiel der Bohrspindelführung aufgefallen. Dank der digitalen Z-Achsenanzeige konnte ich das Spiel sehr genau bestimmen. Schon bei Druck von unten mit der Hand gegen das Bohrfutter ließ sich die Spindel 0,4mm nach oben schieben. Na, egal dachte ich mir. Damit kann sich der Kundendienst später beschäftigen, schließlich kann man die Spindelführung ja mit einer Knebelschraube festklemmen. Es standen ja noch weitere Tests auf dem Programm. Nun wollte ich in ein 2mm Aluprofil eine schöne durchgehende Nut einfräsen…. Das Ergebnis war gar nicht so schön. Solange ich noch Druck von oben auf den Fräser ausübte ging ja alles noch gut. Fehlte jedoch der Druck von oben, und die Belastung war nur noch seitlich, dann kam was kommen musste: das Bohrfutter löste sich von der Spindel. Nicht umsonst steht also in der Bedienungsanleitung, das Bohrfutter sei nur zum Bohren geeignet. Für Fräsarbeiten soll die als Zubehör erhältliche Spannzangenvorrichtung genutzt werden. Nun war erstmal Ratlosigkeit angesagt. Ich habe dann noch mal einige Testbohrungen durchgeführt. Das Ergebnis war einwandfrei, das Bohrfutter hielt. So kann ich eine mangelhafte Bohrfutterbefestigung ausschließen. ...vorzeitiges Testende! Ich habe ja grundsätzlich kein Problem damit mir Zubehör für die Fräsmaschine zu kaufen. Nur wenn der Hersteller sich schon nicht an die Industrieüblichen Normen für Fräseraufnahmen hält, dann sollte zumindest in dem Verkaufstext ein deutlicher Hinweis stehen, das weiteres Zubehör nötig ist, um diese Maschine zum Fräsen einsetzen zu können. Was ich sagen will, hätte die Maschine den üblichen MK1 oder MK2 Kegelschaft gehabt, dann währe die Situation klar. Dann hätte ich die für meinen Bedarf passenden Spannwerkzeuge dazu kaufen müssen. Bei dieser Maschine hingegen besteht die Werkzeugaufnahme aus einem Bohrfutterkegel B10. Wie der Name schon sagt, ist dies eine Aufnahme für Bohrfutter, wie sie z.B. bei vielen Standbohrmaschinen üblich ist. Da dies eine unübliche Konstellation für eine Fräsmaschine ist, ist die Auswahl an Spannwerkzeugen sehr eingeschränkt. Es bleibt im Grunde nur der original Spannzangensatz der Fa. Rotwerk. Dieser Satz ist mit gut 100 Euro jedoch nicht wirklich preiswert. Insbesondere in Relation zum Maschinenpreis von 250 Euro. Es war also noch mal ein Telefonat mit Rotwerk nötig. Der Techniker der Fa. Rotwerk bestätigte mir immerhin, das die 0,4mm Spindelführungsspiel eindeutig zu viel sei. Auf die Frage, wie viel Spiel denn üblich währe, bekam ich einen Bereich von um die 0,2mm genannt. Auf meine Anmerkung, wie sich das denn mit der Bezeichnung präzisions-Maschine vereinbaren ließe, wurde mir angeboten die Maschine einzuschicken, und eine speziell geprüfte Maschine mit möglichst geringer Tolereanz zurück zu erhalten. Diese Reaktion ist zwar sehr freundlich, aber für mich wenig befriedigend. Ich erwarte sicher keine Wunderdinge von einer preiswerten Chinaimport Maschine. Was ich erwarte ist jedoch eine ehrliche Produktbeschreibung. Meines Erachtens sollte diese Maschine als kleine Tisch-Bohrmaschine verkauft werden. Mit der Möglichkeit einfache Fräsarbeiten unter Verwendung des Spannzangensatzes durchzuführen. Mit meiner Meinung konfrontierte ich auch die Fa. Toolarena, bei welcher ich die Maschine ja gekauft hatte. Im Grunde stimmte man mir dort zu, wollte jedoch nicht so ganz einsehen, das die Produktbeschreibung im Internetshop etwas missverständlich sein. Bestätigt wurde mir jedoch auch, das für Fräsarbeiten auf jeden Fall das separat erhältliche Spannzangenset erforderlich sei. Auf jeden Fall hat die Firma Toolarena sofort und vollkommen unproblematisch einer Rückgabe der Maschine zugstimmt. Den wirklich hervorragenden Kundenservice sowohl des Verkäufers Toolarena als auch den kompetenten und freundlchen Kundenservice der Fa. Rotwerk möchte ich nochmal in aller deutlichkeit hervorheben. So, nun wurde die Maschine wieder abgeholt und ich habe beschlossen mir nun doch keine Fräsmaschine anzuschaffen. Leider ist der Test so nicht wirklich vollständig und gibt auch nur meine ganz persönlichen Erfahrungen wieder. Es wird auf jeden Fall eine ganze Reihe von vollkommen zufriedenen benutzern dieser Maschine geben, die ich hier gerne dazu einladen möchte ihre Erfahrungen auch kurz in diesem Thrad zu schildern. MF70 vs. EBF060 Ich kann zum Schluss versuchen einen kurzen Vergleich zwischen der Proxxon MF70 und der Rotwerk EBF060 zu ziehen: Die MF70 Kostet inklusive Kreuztisch und zwei Spannpratzen etwa 250 Euro. Die Rotwerk kostet inklusive Kreutztisch etwa 350 Euro, rechnet man den Spannzangensatz dazu sind es schon gut über 400 Euro. Selbst wenn man auf preiswertere Angebot zurück greift, dann bleibt immer noch ein Komplettpreis von ca. 350 Euro. Die Proxxon ist etwas kleiner und filigraner, und lässt sich nicht gut als Standbohrmaschine nutzen. Die Rotwerk ist etwas größer und robuster und grade im Modellbau sehr gut als Standbohrmaschine nutzbar. Die Proxxon ist sehr präzise, und auch durch die Verwendung von Aluminium insgesamt wirklich eher für filigran Fräsarbeiten geeignet. Die Rotwerk ist relativ unpräzise macht jedoch einen sehr robusten Eindruck. Die Proxxon ist schon auf Grund der großen Drehzahlen (ab 5000 bis 20000 U/min) eher auf die Verwendung kleinster Fräser ausgerichtet. Die Rotwerk wird auch mit gröberem Wekzeug und recht großen Bohrern fertig. Dementsprechend ist der Drehzahlbereich von 0 bis 7000 U/min niedriger ausgewählt. Die Antriebsleistung der Proxxon beträgt 100 Watt und bei der Rotwerk sind es 150 Watt. Beide Maschinen sind auf ihre Weise gut. Die Idee eine kleine Fräsmaschine grade auch für Modellbauer herzustellen wurde aber mit grundsätlich verschiedenen technischen Lösungen ausgeführt. Welche Maschine die "bessere" ist, möchte ich hier nicht bewerten. Was bleibt... Eine interessante Erfahrung im Umgang mit einer kleinen Fräsmaschine, und die Erkenntnis, das Fräsmaschinen wohl doch mehr als 200 Euro kosten müssen um eine wirklich gute Qualität zu haben. Zum allerletzten Schluss möchte ich mich noch bei der Firma Toolarena für die kostenlose bereitstellung eines Testmusters des Kreutztisches und die freundliche zusammenarbeit bedanken.